Servo Vertical Clamping Horizontal Injection Moulding Machine
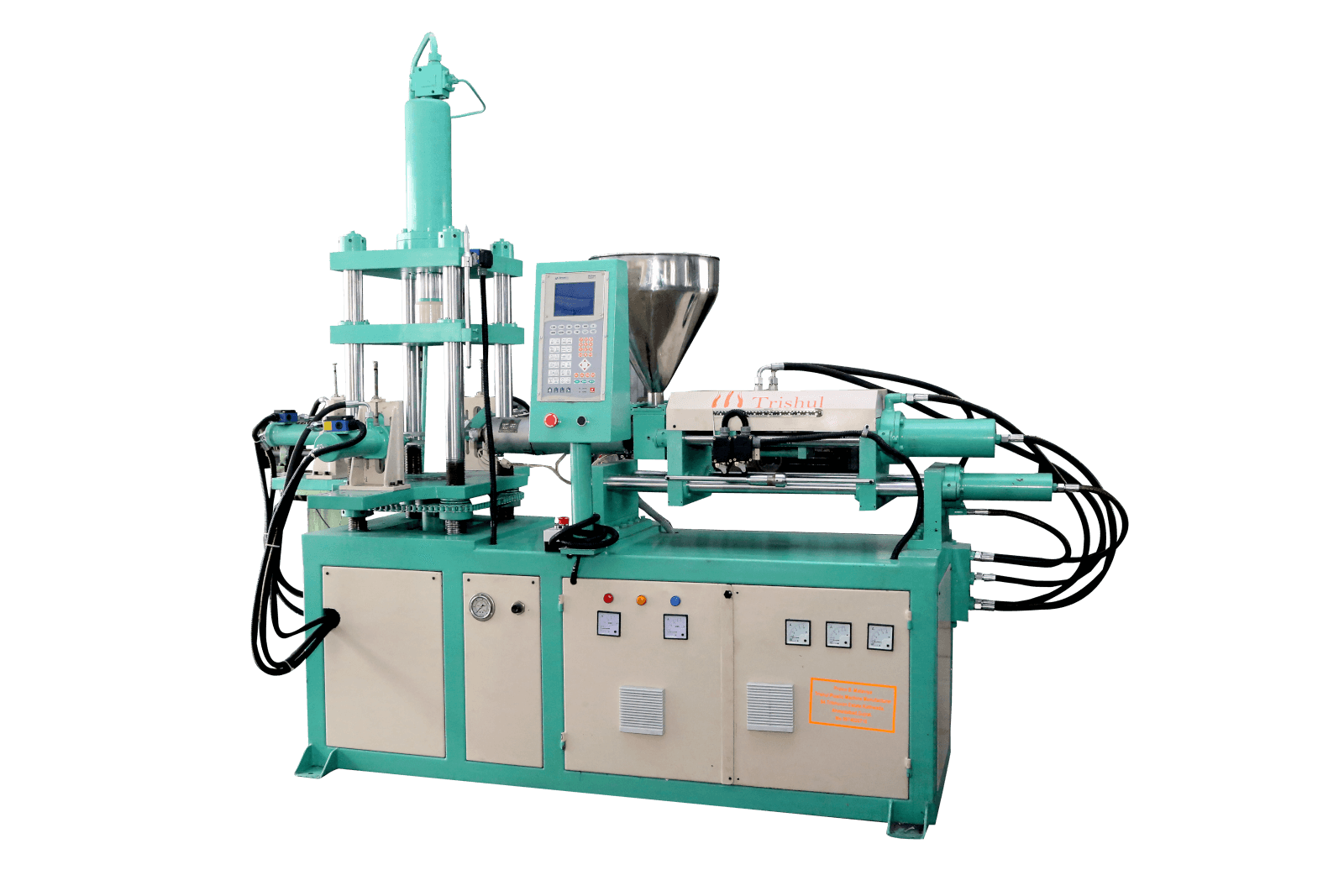
Servo Energy Savings Series
| Main Hydraulic Index | Trishul Servo Index |
|---|---|
| Response Time of Pressure Rise 50ms | Response Time of Pressure Rise 50ms |
| Response Time of Flow Rise 40ms | Response Time of Flow Rise 40ms |
| Range of Pressure Fluctuations +0.9 Bar | Range of Pressure Fluctuations +0.9 Bar |
| KW.h/Kg : | Repeatability Precision |
| 1st Class <= 0.4 | Special Class <= 0.5 |
| 2nd Class > 0.4-0.55 | 1st Class > 0.5-1 |
| 3rd Class >= 0.55-0.7 | 2nd Class >= 1-2 |
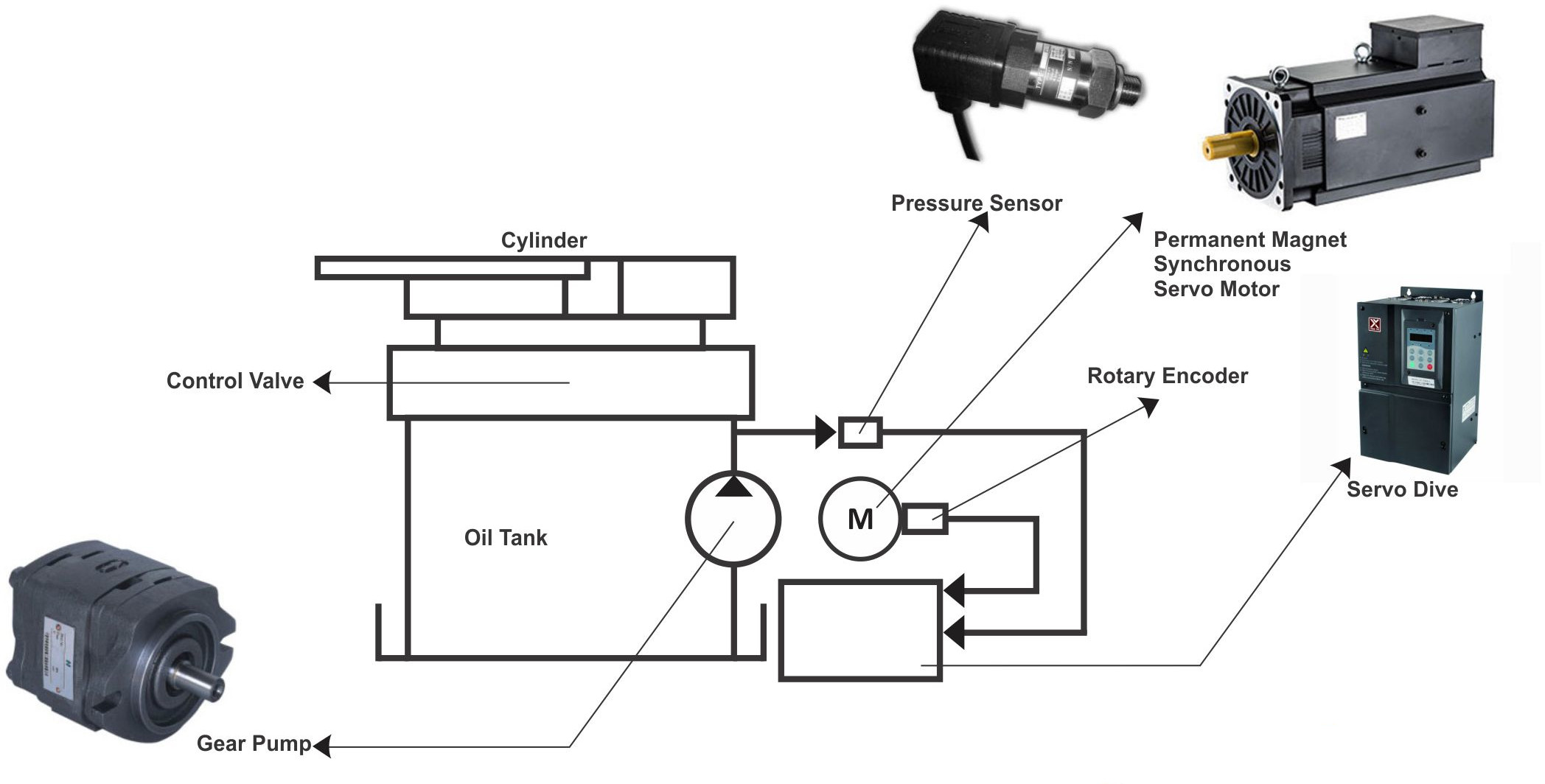
Servo Energy Saving Schematic Diagram
The Servo Energy Saving Plastic Moulding Machinery Configure Rotary Encoder And Pressure Sensor. So It Will Feedback The Flow & Pressure In Time. It Adjusts The Flow & Pressure by Changing The Servo Synchronous Motor's Rotate Speed And The Torsion to make Sure Higher Repeatability Precision, Maximum Energy Saving And The Production Efficiency.
Case:
| Test Product : | Disk |  |
| Plastic Material : | PS | |
| Product Weight : | 100g | |
| Product Wall Thickness : | 2.6mm | |
| Number of Mold Cavity : | 1 | |
| Test Condition : | Power Test Device Record 3 Series IMM's Value During Full Auto Producing When The Oil Temperature Stable at 45° C | |
| Comparison of IMM | 160T IMM | 160T IMM | 160T IMM | |
|---|---|---|---|---|
| Moulding Cycle Time | s | 20 | 20 | 20 |
| Test Time | h | 3 | 3 | 3 |
| Cycle Count | mold | 540 | 540 | 540 |
| Power Consumption/Hour | KW/h | 12.6 | 8.1 | 6.6 |
| Power Consumption/Year | KW/h | 83160 | 53460 | 43560 |
| Power Consumption/Kg | KW.h/kg | 0.7 | 0.45 | 0.36 |
| Effect of Servo Energy Saving | % | IMM With Fixed Pump | 51.6 | |
| IMM With Variable Pump | 24.7 | |||
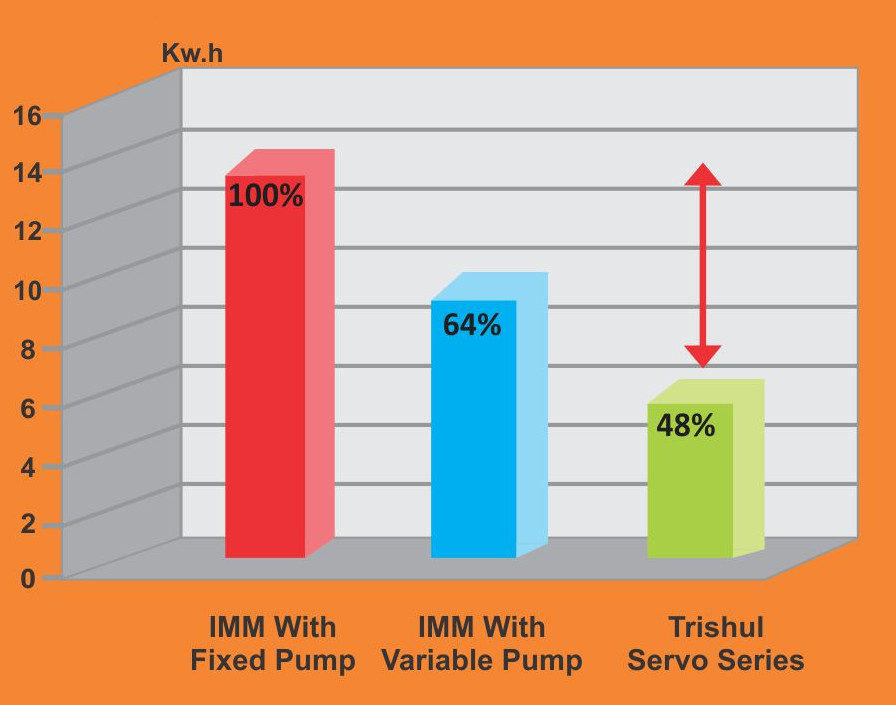
The required energy consumption to produce the processing ruler by an energy saving machines are 51.6% less when compared to a traditional hydraulic imm and 24.7% less than imm with an optimized variable pump the energy saving machine also requires 80% less energy to produce a thick wall product which needs a longer holding & cooling time or 50% less than using an IMM fitted with optimized variable pump.
Special Features:
- Vertical clamping, horizontal injection Long opening stroke, large injection volume, clamping force 85 to 1,200T structure design With plant's height limitation and convenient for operation, injection through mold joint line Better for large part secondary molding No insert injection molding products (bars, large area thin pieces), efficiently production with this type of machine Injection unit freely in rising and falling and accurate in height adjustment Flexible with mold design, injection point could be on joint line, upper mold or lower mold, which save lot of money on mold cost
Optional Features:
- While that mold design couldn't be working with horizontal injection molding machine Big span length of the column, large mold plate dimension, easy for mold installation and replacing Injection unit freely in rising and falling and accurate in height adjustment Small limitation in mold joint line, big range of application

 Automobiles
Automobiles
 caps
caps
 HOUSEHOLD
HOUSEHOLD
_1555850975.png) INSERT PARTS
INSERT PARTS
 UPVC -PVC FITTING
UPVC -PVC FITTING
 ALL FITTING
ALL FITTING



